1.0 Подробное описание процесса литья в песчаные формы и термообработки футеровочных плит
2026-03-04
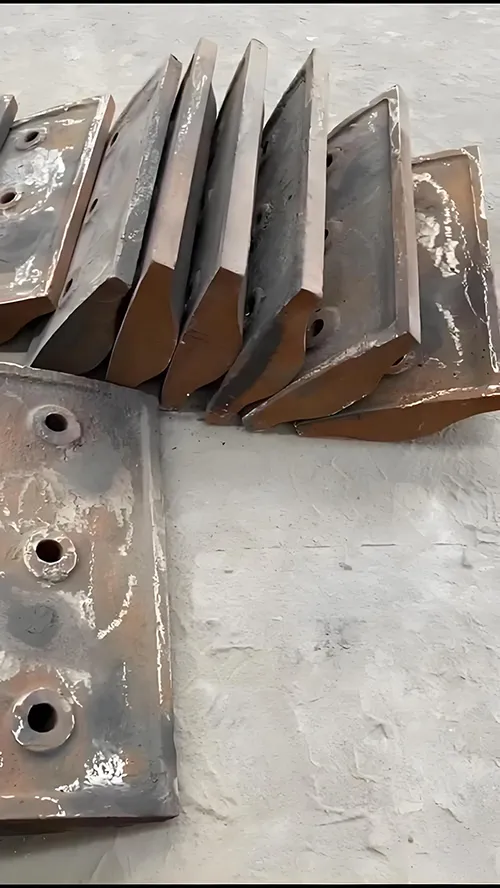
Наша компания использует вертикальный процесс литья в песчаные формы: в формовочный ящик помещается точная деревянная (или металлическая) форма в масштабе 1:1, а роботизированная рука автоматически перемешивает специальный песок, смешанный со смоляным маслом, отвердителем и другими специальными добавками, для заполнения формовочного ящика, тем самым фиксируя форму. В качестве формовочного песка мы используем гранулированный песок, обладающий огнеупорностью до 1900 градусов Цельсия, нейтральным значением pH и относящийся к алюмосиликатным огнеупорным материалам. Этот литейный песок обладает такими преимуществами, как хорошая текучесть, высокая проницаемость, высокая теплопроводность, высокая стабильность и устойчивость к растрескиванию, что отвечает сложным требованиям литья различных металлов и сплавов. После заполнения и отверждения форма извлекается из формовочного ящика, покрывается спиртовым покрытием из циркониевого порошка не менее двух раз, а затем подвергается воздействию открытого пламени для удаления спирта и выжигания примесей из покрытия, образуя твердый огнеупорный слой на поверхности полости формы, в результате чего образуется внутренняя полость вакуумного литья в песчаную форму. Проверяется гладкость и равномерность поверхности покрытия полости. Все неровности сглаживаются наждачной бумагой для устранения потенциальных проблем, таких как включения, песчаные включения и пористость, которые могут повлиять на гладкость самой отливки. С помощью литниковой системы и нагревательных стояков формовочная коробка закрывается, и отливка производится в вертикальном положении, что гарантирует отсутствие дефектов отливки, таких как пористость, усадочные полости и избыток материала.
Рецептура плавильного материала: Различные элементы подбираются в соответствии с требованиями к химическому составу материалов, указанными на чертежах, обеспечивая соответствие всех химических компонентов стандартам и категорически исключая использование переработанных материалов. Все компоненты состоят из легирующих элементов + Q235, а для хрома используется импортный низкокремниевый феррохром, что гарантирует содержание Si в образцах, полученных в печи, и готовых образцах ниже 0,35% (материалы с высоким содержанием углерода и хрома не должны иметь чрезмерно высокого содержания Si). Температура выпуска расплавленного чугуна контролируется на уровне 1550 °C. Перед заливкой расплавленного чугуна в ковш помещают не менее 1% алюминиевой проволоки или других раскисляющих материалов для удаления раскислителей из расплавленной стали и плавающих частиц. Время выдержки расплавленного чугуна от момента выпуска до отливки контролируется таким образом, чтобы оно составляло не менее 2 минут.
Процесс термообработки: Наша компания гарантирует, что весь вышеупомянутый процесс, от изготовления форм, литья в песчаные формы, отливки, шлифовки, термообработки и упаковки, выполняется на нашем собственном производственном участке, обеспечивая эффективный и своевременный контроль и гарантию качества. Термообработка осуществляется методом загрузки в раму печи для обеспечения равномерных зазоров между заготовками, стабильности заготовок внутри рамы печи и мер по предотвращению деформации. Процессы нагрева и выдержки, а также время и температура выхода из печи контролируются для каждого этапа термообработки. В дополнение к электронной версии, для каждого цикла термообработки необходимо распечатать подробную тетрадь и передать ее в отдел контроля качества для хранения, указав время и количество заготовок. Время от выхода из печи до включения вентилятора контролируется в пределах 15 секунд. Вентилятор включается, и рама печи медленно вращается для обеспечения равномерного охлаждения со всех четырех сторон заготовки. После охлаждения заготовки до комнатной температуры она помещается в раму и дважды подвергается отпуску при температуре 400°C в течение 3 часов для устранения внутренних напряжений. Наконец, проверяется твердость поверхности и наличие дефектов заготовки. Твердость проверяется не менее чем в 4 точках на каждом изделии. Затем качественная продукция подвергается дробеструйной обработке и упаковывается.