7.0 Исследование процесса литья биметаллических композитных футеровок шаровых мельниц
2026-03-10
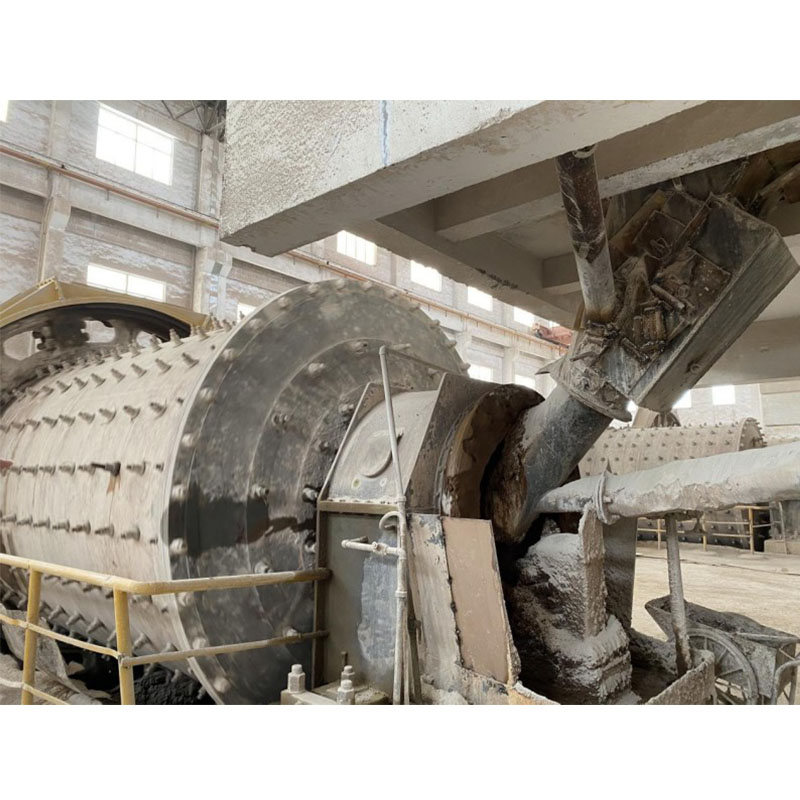
Футеровка — это критически важные изнашиваемые детали, используемые для защиты цилиндра шаровой мельницы от прямого удара и трения измельчающей среды и материалов. В настоящее время в строительной, цементной, металлургической, горнодобывающей и энергетической отраслях нашей страны футеровка крупных шаровых мельниц в основном изготавливается из высокомарганцевой стали. Хотя этот материал обладает хорошей ударной вязкостью, его износостойкость недостаточна, а предел текучести низок, что делает его склонным к деформации во время эксплуатации. Это может привести к поломке и отрыву футеровки из-за обрыва болтов. Кроме того, он не подходит для использования с шарами из высокохромистого чугуна, которые обладают высокой твердостью и хорошей износостойкостью. Футеровка из высокохромистого чугуна, хотя и обладает хорошей износостойкостью и не деформируется, имеет низкую ударную вязкость и склонна к сильному растрескиванию, что ограничивает ее использование футеровкой небольших шаровых мельниц диаметром не более 3 метров. Биметаллическое композитное литье — это процесс, при котором для отливки различных деталей выбираются разные металлы в соответствии с требуемыми условиями эксплуатации. Изделия, изготовленные этим методом, позволяют в полной мере использовать превосходные свойства различных металлов, эффективно компенсируя их недостатки и демонстрируя тем самым отличные общие характеристики.
Ранее на одном заводе для шаровых мельниц большого диаметра использовались футеровки из сплава ZGMn13, которые имели короткий срок службы. Для увеличения срока службы и улучшения общих характеристик футеровок мы выбрали высокохромистый чугун (высокая твердость, высокая износостойкость и относительная хрупкость) и высококачественную углеродистую сталь (хорошая ударная вязкость) и использовали технологию вертикального литья в плоские формы для отливки биметаллических композитных футеровок, сочетающих в себе свойства обоих материалов. В данной статье рассматривается процесс отливки биметаллических композитных футеровок с использованием этой технологии.

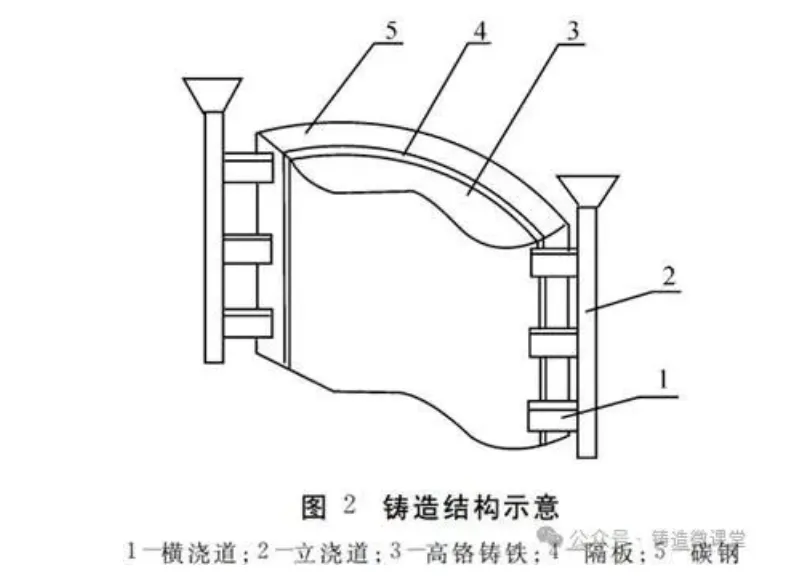
На схеме показана структура биметаллической композитной футеровки. Рабочая поверхность выполнена из высокохромистого чугуна, нерабочая поверхность — из высококачественной углеродистой стали, а промежуточная перегородка — из низкоуглеродистой стали. Использование промежуточной перегородки является наиболее отличительной особенностью процесса вертикального литья биметаллической футеровки. Перегородка имеет дугообразную форму, концентричную с нерабочей поверхностью футеровки. Перегородка расположена на половине толщины желоба футеровки, и её толщина составляет приблизительно 2 мм. С каждой стороны промежуточной перегородки установлена литниковая система, образующая двойную литниковую систему. В конструкции литниковой системы используется ступенчатая литниковая система, что позволяет избежать прямого воздействия расплавленного металла на промежуточную перегородку. На схеме показана её литейная структура.
Перед заливкой разделительную плиту необходимо очистить 90%-ным раствором соляной кислоты, высушить, а затем поместить в песчаную камеру. Разделительную плиту можно закрепить обычным способом закалки отливок или другими методами, и ее нельзя перемещать во время заливки. Высокохромистый чугун и углеродистая сталь плавятся отдельно в плавильной печи. Температура плавления высокохромистого чугуна составляет около 1520℃, а температура плавления углеродистой стали — около 1600℃. Во время заливки температура заливки высокохромистого чугуна составляет около 1400℃, а температура заливки углеродистой стали — около 1500℃. Заливка осуществляется одновременно через двойные литниковые стояки с обеих сторон разделительной плиты. В процессе заливки два уровня расплавленного металла должны подниматься медленно и с одинаковой скоростью по обеим сторонам разделительной пластины, то есть мгновенная высота двух уровней расплавленного металла должна быть одинаковой, чтобы уменьшить разницу давлений по обеим сторонам разделительной пластины. Это связано с тем, что разница давлений приведет к наклону разделительной пластины в сторону с меньшим давлением, увеличивая неравномерность толщины износостойкого слоя; это также приведет к просачиванию металла с более высоким уровнем расплавленного металла через зазор между разделительной пластиной и полостью формы на сторону с более низким уровнем расплавленного металла, влияя на однородность состава и структуры отливки. Поэтому точный контроль скорости заливки двух металлов имеет решающее значение в процессе литья. Идеальная микроструктура биметаллического связующего слоя достигается, когда перемешивание расплавленного металла во время заливки прекращается, и поверхность разделительной пластины достигает расплавленного состояния. Это позволяет углероду и легирующим элементам в чугуне быстро расширяться в сторону низкоуглеродистой стали, пока перегородка находится в жидкой фазе, что приводит к равномерному переходу углерода и легирующих элементов. В результате микроструктура, от чугуна к литой стали, последовательно представляет собой чугун, заэвтектоидную сталь, эвтектоидную сталь и доэвтектоидную сталь. Это идеальная микроструктура с наибольшей несущей способностью в биметаллической связи. Идеальная толщина перегородки такова, что когда высокохромистый чугун и высококачественная углеродистая сталь перегородка прекращают перемешивание, она полностью расплавляется без какого-либо смешивания расплавленных металлов. В реальном производстве достижение идеальной толщины перегородки невозможно. Чтобы предотвратить смешивание расплавленных металлов, перегородка не может быть полностью расплавлена. Поэтому перегородка не может быть слишком толстой или слишком тонкой. Если перегородка слишком тонкая, она быстро прогорит во время литья, вызывая смешивание чугуна и литой стали и влияя на характеристики износостойкого слоя. Если перегородка слишком толстая, перегородка со стороны чугуна расплавится слишком поверхностно, что приведет к большому градиенту концентрации углерода и увеличению структурного напряжения.
Биметаллические композитные гильзы, изготовленные методом плоского-вертикального литья, должны пройти термообработку. Процесс термообработки включает закалку при 820–1000℃ и отпуск при 300–500℃. После термообработки твердость высокохромистого чугуна может достигать или даже превышать 65 HRC.
Экспериментальный анализ:
Срок службы биметаллических композитных литых гильз в основном зависит от износостойкости литого высокохромистого чугуна и прочности сцепления между промежуточной перегородкой и углеродистой сталью и высокохромистым чугуном. Поэтому мы провели эксперименты по измерению твердости высокохромистого чугуна и прочности сцепления промежуточной перегородки.
В эксперименте были отлиты четыре биметаллические композитные гильзы, пронумерованные 1, 2, 3 и 4.
Разрушающий контроль:
После отливки был проведен разрушающий удар молотком весом 8 фунтов. После четырех ударов молотком отливка 1 полностью разрушилась в углублении футеровки. На границе раздела между промежуточной перегородкой и расплавленным биметаллическим материалом наблюдалось явное явление смешивания, отчетливо видимое в точке разрушения. Отливки 2, 3 и 4 не показали трещин после 20 ударов молотком; трещин обнаружено не было. Звук удара молотком оставался четким на протяжении всего процесса, что указывает на целостность внутреннего связующего слоя. Этот удар молотком наглядно демонстрирует, что биметаллическое смешивание негативно влияет на прочность сцепления промежуточной перегородки в футеровке, сокращая срок ее службы. Поэтому необходимо уделять особое внимание процессу заливки биметалла во время литья, контролируя скорость заливки, чтобы предотвратить биметаллическое смешивание после заливки.
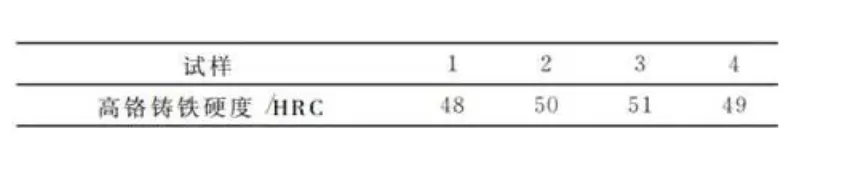
Хотя износостойкость высокохромистого чугуна не прямо пропорциональна его твердости, для одинаковой микроструктуры более высокая твердость, как правило, указывает на более высокую износостойкость. Затем была измерена твердость отливок. Из каждой отливки № 1, 2, 3 и 4 с помощью проволочно-резательного станка был вырезан один образец размером 10×10×55 мм, и эти образцы были пронумерованы 1, 2, 3 и 4. Были проведены испытания на твердость всех четырех образцов, и значения твердости высокохромистого чугуна приведены в таблице.

Испытание на растяжение:
Средняя нагрузка при разрыве составила 3,14 т, σb = 180 МПа. Образцы 2, 3 и 4 разрушились со стороны высокохромистого чугуна, а не в месте соединения, что указывает на более высокую прочность соединения по сравнению с промежуточной перегородкой из высокохромистого чугуна, изготовленной из стали 20.
Обзор процесса:
Преимущества процесса вертикального литья плоских изделий: 1) Конструкция футеровки вертикальной биметаллической композитной шаровой мельницы является рациональной, что позволяет преодолеть явления смешивания и холодного примыкания. Во время литья блокирующий эффект промежуточной перегородки значительно снижает вероятность смешивания высокохромистого чугуна и углеродистой стали. В то же время, при условии надлежащего контроля температуры литья высокохромистого чугуна и углеродистой стали, возникновение холодного примыкания может быть эффективно снижено. Кроме того, наличие перегородки позволяет осуществлять одновременное литье. 2) Высокое качество литья. Благодаря использованию ступенчатого метода впрыска при литье, отливка затвердевает последовательно во время охлаждения, что обеспечивает хороший эффект подачи и уменьшает усадочные полости и пористость. Кроме того, медленный подъем расплавленного металла во время литья снижает вероятность образования пузырьков и неметаллических включений на стыке биметаллического материала и перегородки, что приводит к плотной отливке. 3) Высокая эффективность использования материала. Благодаря рациональному проектированию формы промежуточной перегородки, износостойкая часть футеровки может иметь равномерную толщину, способствуя равномерному износу. 4) Простота в освоении процесса и стабильное качество. Недостатки процесса плоского литья с вертикальным литьем: высокие требования к толщине и материалу перегородки; строгий контроль скорости заливки; относительно сложные системы формования и литья; сложная компоновка оборудования на месте; большие габариты.
Резюме
В заключение, метод плоского литья с вертикальным литьем для биметаллических композитных футеровок прост в эксплуатации, имеет высокий выход годной продукции и обеспечивает стабильное качество отливки. Биметаллические композитные футеровки, изготовленные с использованием этого процесса, обладают хорошими механическими свойствами, демонстрируя как высокую износостойкость, так и высокую ударную вязкость, а также способны выдерживать определенные ударные нагрузки, отвечая требованиям безопасности, надежности, экономичности и долговечности, что делает их пригодными для использования в качестве футеровок в крупных шаровых мельницах.